


Ef þú tekur skyndilega eftir skyndilegri aukningu á hávaða frá búnaði kögglaverksmiðjunnar á meðan framleiðsluferlinu stendur, þarftu að veita því strax athygli, þar sem þetta getur stafað af rekstrarháttum eða innri orsökum búnaðarins. Nauðsynlegt er að útrýma hugsanlegum vandamálum tafarlaust til að koma í veg fyrir að það hafi áhrif á eðlilega framleiðslu síðar.

Það eru nokkrir þættir sem stuðla að miklum hávaða frá kögglaverksmiðjunni, sem hægt er að bera saman og taka á.
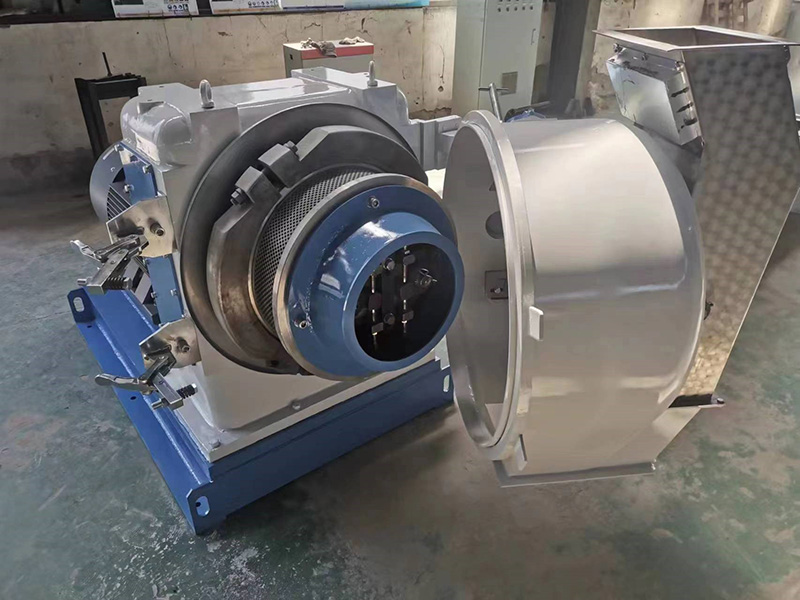
1. Hringmótið er stíflað, ekki eins og það sé hringlaga, aðeins að hluta til losað; Bilið á milli þrýstivalsanna er of lítið eða skemmt, sem kemur í veg fyrir að það snúist. (Athugið eða skiptið um hringmótið, stillið bilið á milli þrýstivalsanna).
2. Legan er í vandræðum og búnaðurinn gengur ekki rétt, sem leiðir til mikils rekstrarstraums. (Skipta um legur)
3. Tengingin er ójafnvæg og það er frávik í hæð vinstri og hægri, sem gerir það auðvelt að skemma olíuþéttingu gírskaftsins. (Jafnvægisleiðréttingartenging)
4. Ójöfn útblástur úr útblástursopi mótarans leiðir til aukinna straumsveiflna í kögglaverksmiðjunni. (Stillið mótaransblöð og dreifið efninu jafnt)
5. Snældan er laus, sem veldur því að framleiðsluferlið hreyfist fram og til baka, sem leiðir til mikillar sveiflu á þrýstivalsinum og mikils hávaða við kornun. (Herðið snælduna)
6. Áður en nýi hringmótunarvalsinn er notaður þarf að slípa hann og fægja hann. (Fjarlægið lélega hringmót)
7. Slit á stórum og smáum gírum, eða skipti á gírum, getur einnig valdið auknum hávaða. (Þarf að keyra í smá tíma)
8. Stjórnið vísindalega herðingartíma og hitastigi. Efni sem eru of þurr eða of blaut geta valdið óeðlilegri kornmyndun.
9. Undirvagn og stálgrind kögglaverksmiðjunnar eru ekki traust og viðkvæm fyrir titringi. (Styrktu grindina og veldu hágæða kornunarbúnað)
10. Hali mótunarbúnaðarins er ekki vel festur eða laus. (Athugið styrkingu)
Birtingartími: 4. des. 2023








