






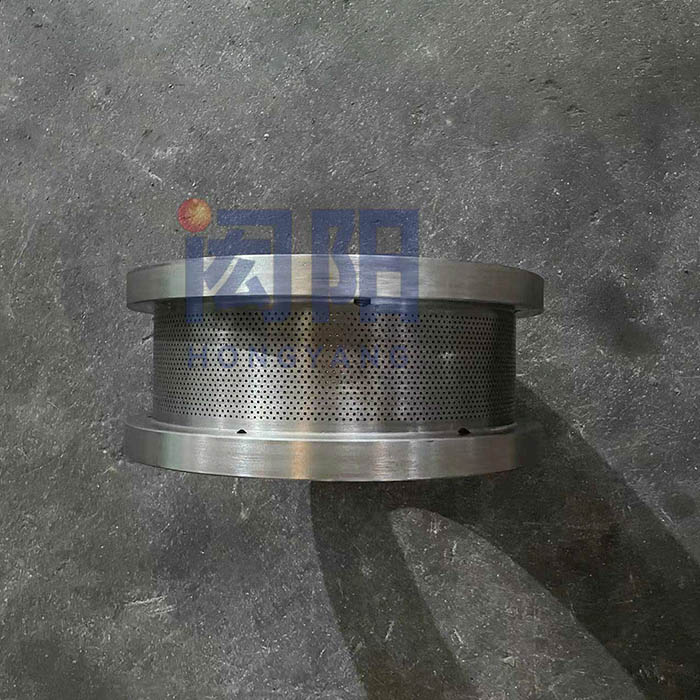
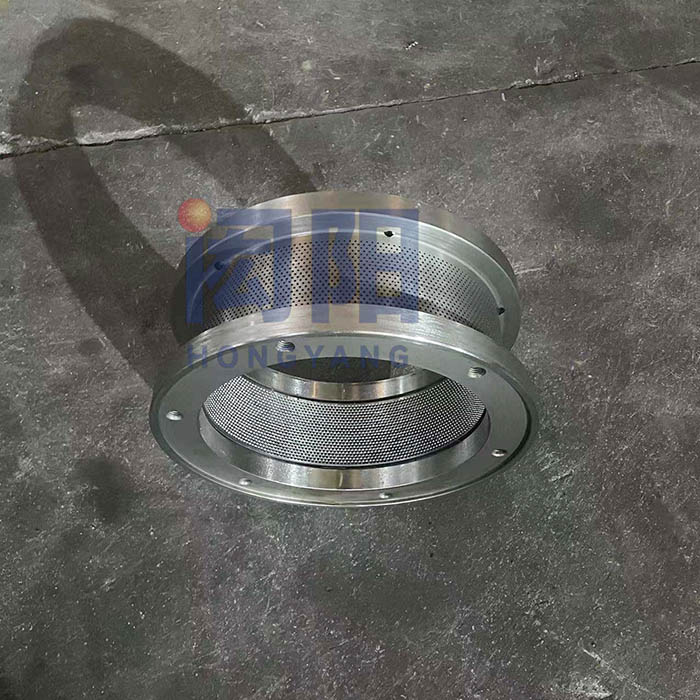
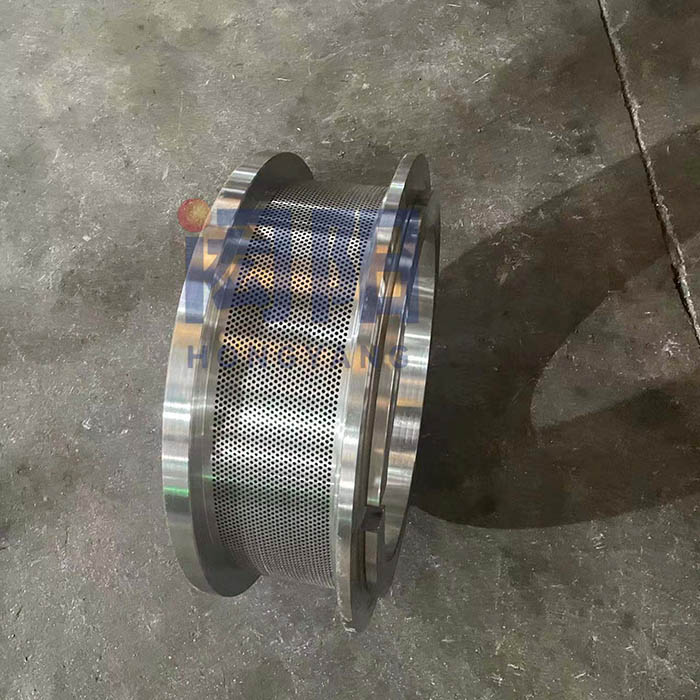
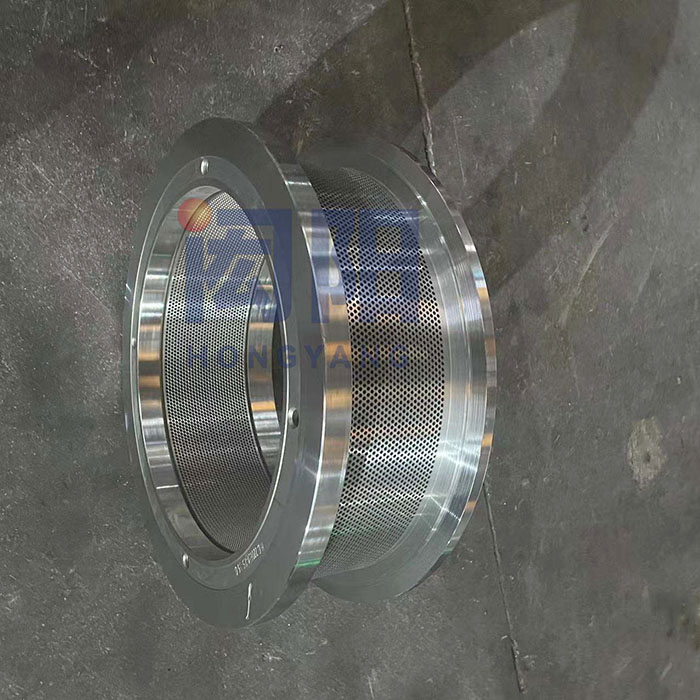
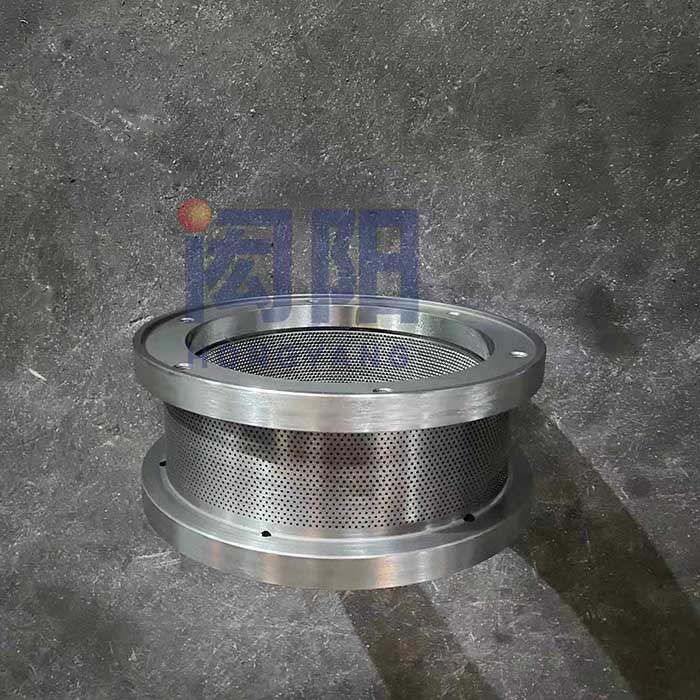
Fóðurkögglahringur HUAMU HKJ 250
Eiginleikar vöru
1. Veldu hágæða hreinsun utan ofnsins og afgasaða billets.
2. Mótið samþykkir innflutta byssubor og fjölstöðva hópbor, moldholið er myndað í einu, frágangur er hár, útlit framleiddra fóðurs er fallegt, framleiðsla er mikil, efnið er losað vel og agnirnar myndast vel.
3. Mótið samþykkir samsetta meðferðarferli amerísks tómarúmsofns og samfelldra slökkviofns, sem hefur samræmda slökkvibúnað, góða yfirborðsáferð og mikla hörku, sem tryggir tvöfalt endingartíma.
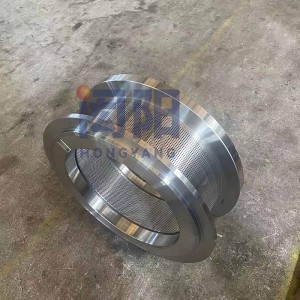
Vöruskjár
Síðan 2006 hefur fyrirtækið okkar skuldbundið sig til framleiðslu á faglegum efnaverksmiðjum fyrir hringdeyja. Teygjurnar sem framleiddar eru henta fyrir kjúkling, önd, fisk, rækjur, viðarflögur, samsett efni o.s.frv., og eru nú á þroskastigi tækni. Fyrirtækið okkar samþykkir CNC fimm-ása dekkjamótbyssuborvél, fjögurra höfuð byssuborvél, CNC hringmótavél.
Grunngerðir af hringdeyjum framleiddar af fyrirtækinu eru: 200-600; Hægt er að panta allar gerðir af deyjum frá Zhengchang, Muyang, Shende og CPM.

Að leysa hindranir
Ef hringdeyjan er stífluð við kögglaframleiðslu þarf að fjarlægja hann úr vélinni og hreinsa hann upp.
1. Algengasta leiðin er að nota rafmagnsbor til að stíflast fóðrið í deyjagatinu.
2. Ef þvermál stíflaðra hringdeyja er minna en 2,5 mm er hægt að setja hringdeyjan í vatn og hita. Efnið inni í moldargatinu mun hægt og rólega þenjast út og standa út úr moldholinu í lengri tíma sem suðutíminn er, þannig að efnið inni í holunni losnar. Eftir 1 eða 2 daga af eldun, skafið efnið sem stendur út, setjið síðan hringdúfuna á kyrnibúnaðinn til að mala og þrýstið afgangsefninu út í holuna.
3. Lítil ljósop hringur deyja stífla er einnig hægt að nota til að elda deyja með heitri olíu, þannig að efnið í deyja holunni við háhita kók, verður minna, og þá hreinsast í gegnum. Sérstök æfing: búðu til málmskál stærri en hringdeyjan, settu hringdúfuna í það, bættu við No.15 olíu og láttu það dýfa yfir deyjayfirborðið; hitið olíuna í um 6-8 klukkustundir, þar til olían loftbólar sjaldan.







-
VIÐBURÐIR
-
Vöruflokkur
-
Hafðu samband
-
 Tel: +86 18851202909
Tel: +86 18851202909 -
 NO.201 Zhengchang Road, Kunlun Street, Liyang borg, Jiangsu héraði, Kína
NO.201 Zhengchang Road, Kunlun Street, Liyang borg, Jiangsu héraði, Kína -
 Tölvupóstur: hy.ringdie@outlook.com
Tölvupóstur: hy.ringdie@outlook.com
-
-
Samfélagsmiðlar






Heitar vörur - Veftré - AMP farsíma
Pellet Mill Ring Die, Feed Pellet Ring Die, Pellet Machine Ring Die, Pellet deyja, hring deyja, Kögglahringur deyja,